摘要:将故障类型和影响分析(FMEA)和危险和可操作性研究(HAZOP)相结合,对某电石生产企业的煤气柜设备和其涉及到的工艺的风险性进行了系统安全分析,并根据分析结果提出了针对性的控制措施。这两种分析方法各有所长,从不同角度系统全面地分析了潜在风险中的不安全因素,使其分析结果更加可靠、实用。
关键词:FMEA HAZOP煤气柜风险分析
存储一氧化碳的煤气柜,作为炉气后处理装置和气烧石灰窑系统的联接枢纽,在生产中发挥着重要作用,所以分析煤气柜单元的风险十分必要。采用故障类型和影响分析(FMEA)和危险与可操作性分析(HAZOP)两种分析方法,能够从设备和工艺两方面出发,辨识出煤气柜单元所存在的风险,分析得出针对性的控制措施,为企业的安全管理提供依据,增加安全生产的可靠性。
1 FMEA和HAZOP的综合应用
1.1 FMEA和HAZOP方法简介
FMEA是基于系统可分的特性,对系统的各个组成部分进行分析的一种系统安全分析方法,首先需要找出系统各组成部分可能产生的故障及其类型,查明每种类型故障对系统安全带来的影响以及每个影响对设备安全、任务可靠、功能完整和维修保障等方面带来的危害,然后提出避免或减少这些影响的措施。
HAZOP是依据系统工程,应用于化工装置工艺过程开发的危害辨识技术,也是现今工艺危害分析中最广泛应用的技术。HAZOP分析方法需要首先明确生产过程中工艺参数的常态,然后考虑在操作控制中可能出现的与正常运行状态不相符的情况,从而找到可能出现的偏差,分析偏差对系统的影响以及造成偏差出现的可能原因,并根据影响偏差的可能原因提出一系列的具有针对性的控制措施。
1 .2 FMEA和HAZOP的综合分析思路
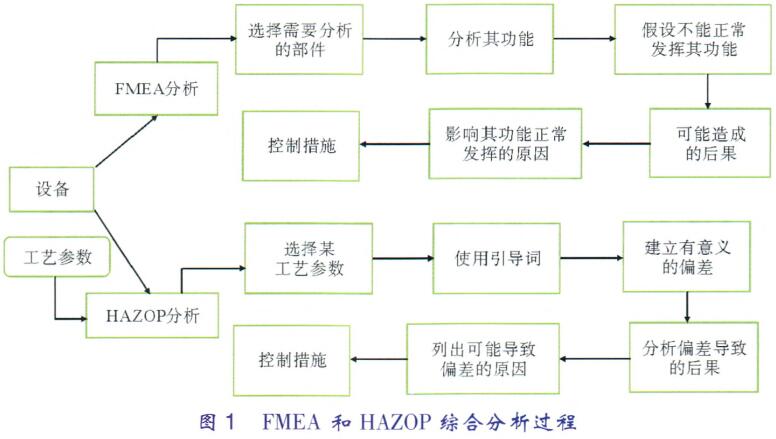
运用FMEA和HAZOP相结合的综合分析方法,分析思路如下:采用FMEA对系统中的主要设备进行安全分析,运用HAZOP分析法对生产工艺要素进行系统安全分析,使得系统分析更加全面完善。具体过程如图1。
2 FMEA和HAZOP在煤气柜风险分析中的综合应用
2.1 煤气柜构成及工艺简介
煤气柜的容积为20000m3,柜体的总高度为33.9m,气体压力2.6一3.3 kPa。主要组成部件有:侧板、环形平台、斜梯、配重块、柜容指示器、轨道、滑轮、钢丝绳、雷达柜位计等。炉气除尘净化的工艺流程如图2。
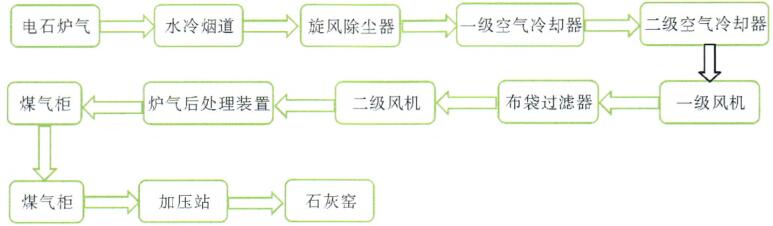
图2 炉气除尘净化工艺流程
2.2 FMEA和HAZOP综合应用分析结果
煤气柜设备系统根据其功能特性可以被划分为6个部分,包括煤气柜本体、进出口管道及阀门、水封系统、配重系统、监测系统和防雷防静电系统。每个功能按照需要决定是否划分子功能系统,因煤气柜系统中功能系统较为简单,不必继续划分子功能系统,直接细化到不同部件即可。煤气柜单元根据其工艺要素特性,对可能发生偏差造成系统风险的要素进行分析,共分为压力、温度、气缸内活塞高度、气体组分和水封水位5个要素,再根据引导词建立合理的偏差,对系统进行风险分析(图3)。
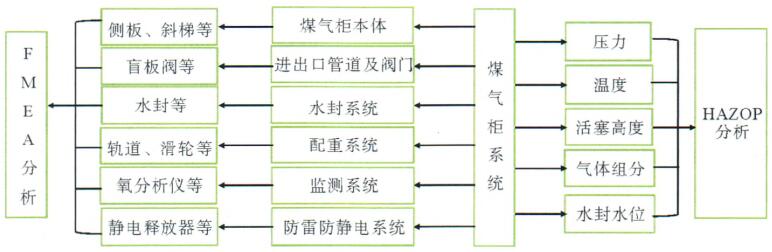
图3 FMEA和HAZOP综合分析过程
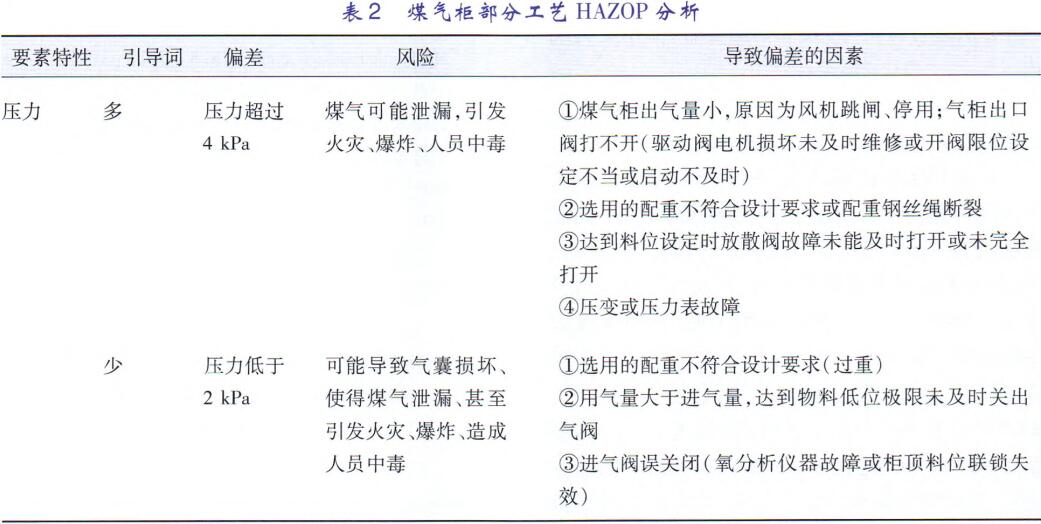
现以配重系统的钢丝绳和监测系统的氧分析仪为例,运用FMEA分析其可能存在的风险,结果如表1所示。以要素压力为例,运用HAZOP分析并以引导词多、少来分析其可能存在的风险,结果如表2所示。
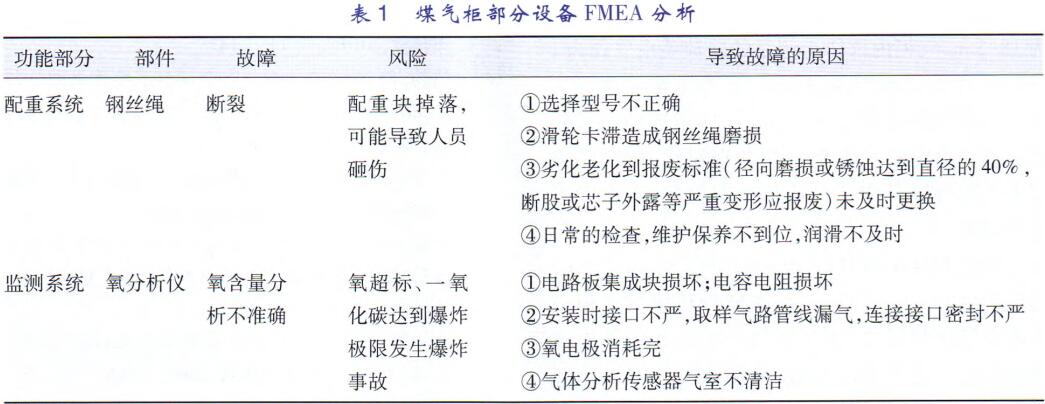
煤气柜部分设备FMEA分析结果如下。
a)若配重系统的钢丝绳发生断裂,可能会导致配重块掉落,造成人员伤亡,为此可以采取以下控制措施:①选择正确的型号(连接配重块的规格是。2,放散活塞上的是);②日常检查观看滑轮转动情况,确认其无卡滞;③钢丝绳到达一定的使用期限需及时更换;④定期的维护保养,保证润滑油充分。
b)若监测系统的氧分析仪分析数据不准确,可能使得柜内氧含量超标,一氧化碳达到爆炸极限从而发生爆炸事故,为此可以采取以下控制措施:①维修或者更换器件;②重新安装气路管线,与化验室取样化验核对数据,数据在正常误差范围内则视为正常;③更换氧电极;④返厂维护保养。
煤气柜部分工艺HAZOP分析结果如下。
a)正常情况下,气柜压力需控制在3-4kPa,若压力高于4kPa,则可能引起煤气泄漏,严重情况下可能导致人员中毒、火灾爆炸事故,为此可以采取以下控制措施:①严格监测控制气柜内压力变化,保证气柜压力控制在3-4kPa,如压力达到4kPa或料容量达到18000m3,需关闭气柜进气阀;②加强对配重钢丝绳、滑轮检查(每2h检查一次气柜外围钢丝绳及滑轮运行状况,1个月检查一次气柜内部钢丝绳,每3个月对钢丝绳、滑轮做一次润滑),钢丝绳无断骨、滑轮无龟裂、无卡滞、运行良好;③严格监控煤气柜煤气容量和压力变化,如容量达到19000m3,放散未打开需穿戴好劳保用品、佩戴防毒面罩及便携式一氧化碳检测仪到现场放散处理;④仪表工定期对压力变送器进行检测校对,定期(1年2次)对膜盒压力表检测、校对。
b)若压力低于2kPa,则可能造成气囊损坏致使煤气泄漏,严重时可能引发火灾、爆炸、人员中毒,为此可以采取以下控制措施:①严格监测柜内压力变化,保证气柜压力控制在3一4kPa;②巡检时必须携带便携式一氧化碳检测仪;③若出现煤气泄漏,则应启动应急响应程序;④确保报警、联锁值设定的准确性:气柜内活塞高度(上限报警)为18.5m,气柜内部压力测量的联锁关出气阀为1kPa、压力上限报警为4kPa、压力下限报警为2kPa,有毒气体报警为30ppm;⑤通过现场和远传进气自动检测仪检测氧含量数据对比,如两者数据不一致可能其中一个或两个都损坏,需立即报修或更换。
通过FMEA和HAZOP的综合应用分析可知,运用两种方法相结合,不仅能够分析出煤气柜设备本身部件的风险,而且能够分析出与煤气柜设备相关的工艺要素的风险,使得煤气柜的风险性分析更加全面、完善和系统,相比单独运用其中某一种方法进行分析,其效果更加显著,作用更为明显。
3 结语
采用FMEA和HZAOP相结合的综合分析方法,对煤气柜单元的风险进行分析,能够从不同角度系统地对煤气柜单元的安全性做出分析。FMEA分析的对象是设备本身,从部件出发进行分析,不仅增强了系统实用性和针对性,而且确保设备在使用过程中的可靠性,提高设备的利用率和管理水平,并能够在短时间内取得显著效益。
HAZOP分析的对象是工艺要素(温度、压力、速度等),并以引导词为提示,分析生产工艺中的潜在危险,找出微小隐蔽的潜在危险,并采取相应的控制措施,从而提高了生产过程的安全性。这两种分析方法各有所长,从不同角度着手,系统全面地分析了潜在风险中的不安全因素,使得其分析结果更加可靠、实用。当然,此种综合评价方法仍然存在不足之处,因为参与分析人员在其中起着关键性的作用,若分析人员知识储备不足,对系统功能和工艺了解不深人,致使考虑得不周到,将会给分析带来很大影响。本文章来自清软英泰御云软件,更多详细信息请点击:www.qssoftware.cn,或在百度搜索清软英泰。
来源:一半科技
声明:本站部分文章及图片转载于互联网,内容版权归原作者所有,如本站任何资料有侵权请您尽早请联系jinwei@zod.com.cn进行处理,非常感谢!