但是当遇到,坐标系方法有一个轴方向没有定位元素的时候。无论用4个小孔中哪一个孔与中心大孔做连线,确定轴方向。都会默认该小孔的位置绝对正确,从而在测量的时候,把该孔本身的位置误差,带给其它三个小孔,使得最终测量的位置度结果值偏大。
所以在测量周围4个小圆的时候,需要均分掉4个小圆角度上的误差值,达到最佳拟合的状态。
二、使用软件进行测量以及评价位置度的过程。
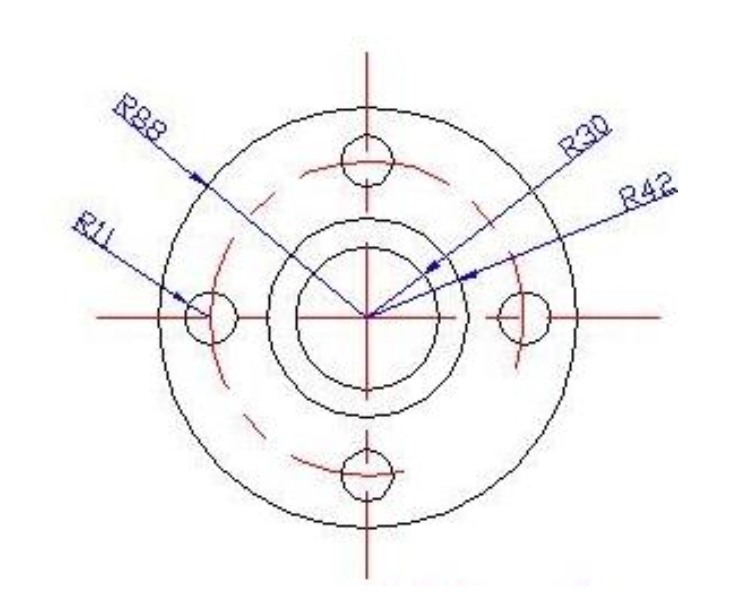
A.测量端面PLN1,以PLN1为工作平面,测量中心大孔CIR1和周围任意一个小孔CIR2
以PLN确立Z+方向,CIR1和CIR2的连线确定X+方向,CIR1圆心确定原点。
建立坐标系CRD1.

c.对应实际工件,分别测量这四个圆,得到相应的实际值。
切换到操作区一》坐标系一》多点拟合。
在对坐标系自由度的限制选择上,除了Z轴旋转项,取掉其它所有项的钩选。
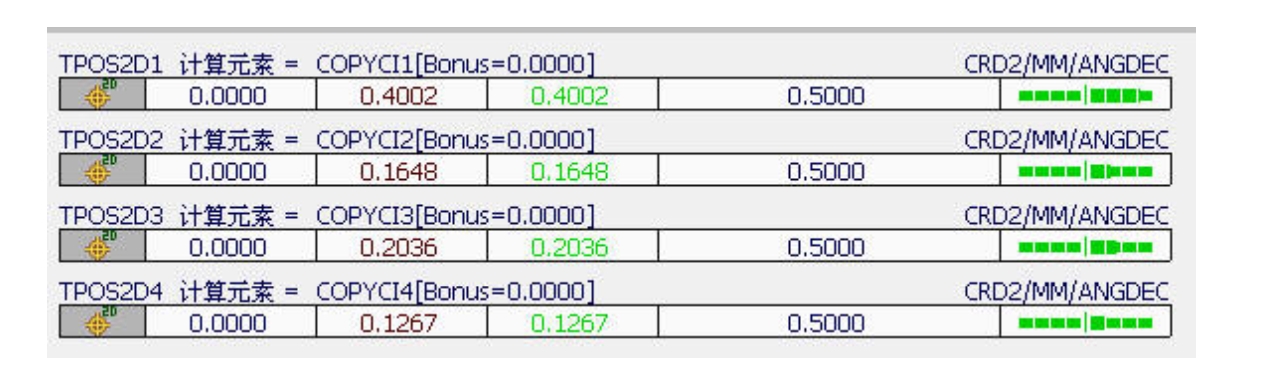
本例中,复合位置度偏差值即为0.4002
E.补充说明。
事例中的法兰盘需要评价的孔为4个,按照实际工件情况,在构造部分的时候进行更改,例如实际工件有N个小孔,则在构造拷贝功能处步长为360/N,重复N.
其它操作不变。
来源:山涧果子
声明:本站部分文章及图片转载于互联网,内容版权归原作者所有,如本站任何资料有侵权请您尽早请联系jinwei@zod.com.cn进行处理,非常感谢!