A)机床实际运动方法
1、可调整进给倍率
2、采用单程序段,即是每按一次启动键后刀具走一个动作(执行一个程序段)后停止,再按启动键后刀具走下一个动作后(执行下一个程序段)停止,这样可以检查程序。
B)机床不动, 观察显示位置变化或通过图形功能, 观察加工时的刀具轨道的变化。
1.5. 数据的显示和设定:
(1) 刀具补偿的显示和设定方法。(2) 参数的显示和设定。
(3) 用诊断参数判断机床的输入输出口信号状态。
1.6. 显示:
(1) 程序的显示。
(2) 位置的显示。
(3) 报警信息显示及处理。
1.7. 电子盘的存取。
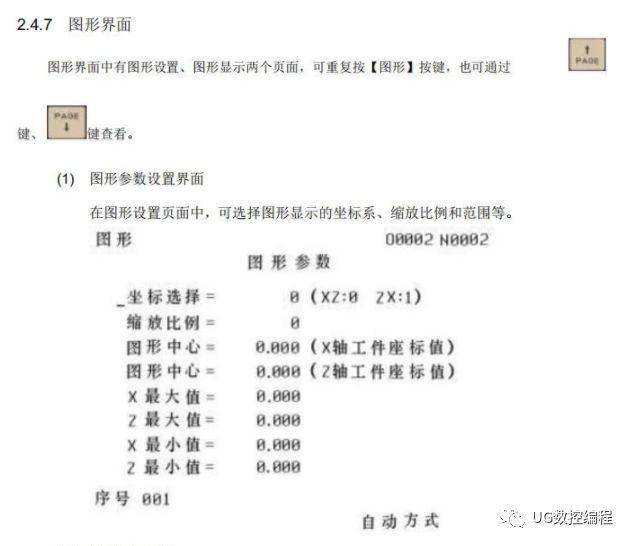
1.8. 图形功能。
2、 操作面板说明
2.1 面板区域划分
K90Ti 车床系统
K90Ti 的 LCD/MDI面板见下图:
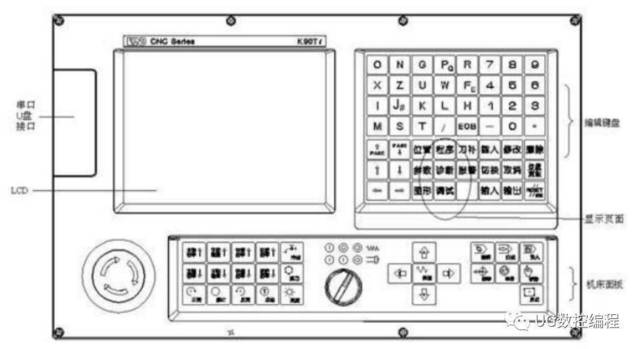
2.1.1 LCD 液晶屏显示区
K90Ti 数控系统采用 7.4 英寸单色液晶屏显示。
2.1.2 前置串口 、U盘接口区
为了使用户的使用方便,本系统前后均有串口接口,并增加 U盘功能。
2.1.3 编辑键盘 区



显示的 U、W坐标值为当前位置相对于相对参考点的坐标, CNC上电时 U、W坐标保持。U、W坐标可随时清零。U、W坐标清零后,当前点为相对参考点。

(4)坐标 &程序显示页面
在坐标 &程序显示页面中,同时显示当前位置的绝对坐标、相对坐标及当前程序的 6 个程序段,在程序运行中,显示的程序段动态刷新,光标位于当前运行的程序段
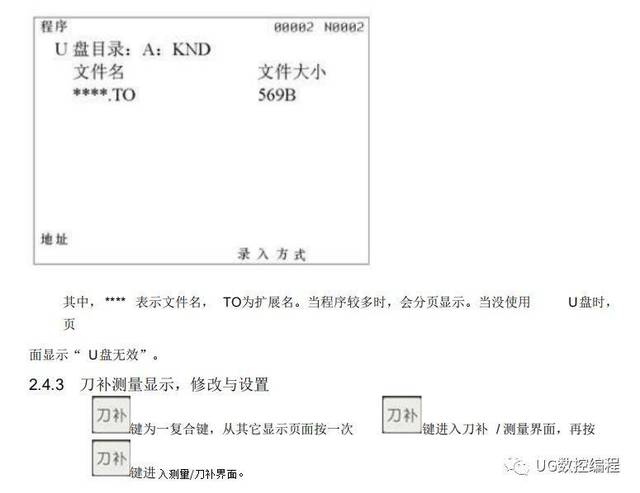
(3) 程序目录界面
程序目录界面显示的内容:
(a) 系统版本号:显示 CNC当前的软件版本号 .
(b) 已存程序数和剩余量:显示 CNC已存入的程序数 ( 包括子程序 ) 和还可以存储的程序数。
(c) 已用存储量和剩余存储量:显示 CNC已存入的程序占用的存储容量和剩余存储量。
(d) 程序目录:按程序存入的先后顺序依次显示存入程序的程序号。当一页显示不下时, 再 次
(1)刀补显示
刀补界面只有 1 个刀具偏置显示页面, 共有 8 个偏置号 (No.000 ~No.008)供用户使用,显示页面如下:

注 1: 在刀偏 的第一页刀 补页面中 相应的刀 补号上可直 接输入刀 具的偏置 值(采用绝 对值输入 用地址X 或 Z),或采用增量值输入时可通过修改刀补值的大小 来改变加工尺寸的大小,(用地址 U或 W)。在 刀偏的第二页测量页面中相应的刀补号上输入的数值为测量值,X 向输入的值为试切处的直径值;Z 向输入的值 为试切点到所设定的工件加工坐标系原点的距离值。
注 2:在 刀补画面,数据显示行的之下显示位置坐标值,按〖切换〗键可切换显示相对 坐标和绝对坐标。
注 3:在自动运转 中,变 更补偿量时,新的补偿量不能立即生效,必须在指定其补偿号的 T代码指行后,才开始生效。
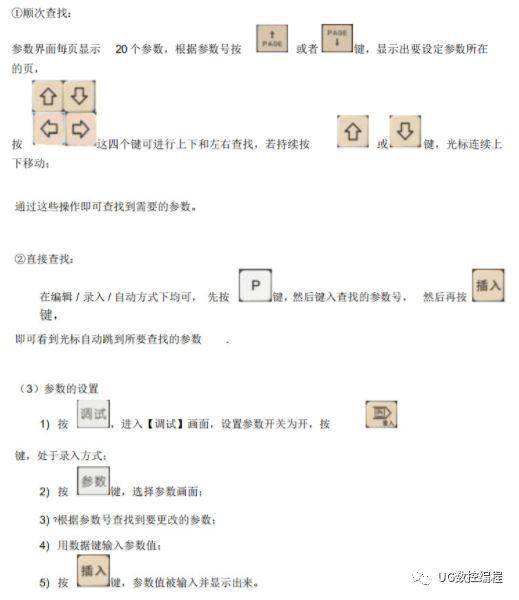
2.4.4 参数显示 ,查找与设置
通过参数设定,可调整驱动器、机床等的相关特性。各参数意义详见附录一 。
(1) 参数的显示
注 1: 在部分参数设定后,必须断电时才有效 ( 发生 P/S 000 号报警时 ) 。
2.4.5 诊断界面
CNC和机床间的 DI/DO 信号的状态, CNC和 PC间传送的信号状态, PC 内部数据及 CNC内部状态等都可以通过诊断显示出来。
诊断的显示:诊断画面有一页,显示诊断数据,通过操作,同一诊断号也可显示其它诊断数据。

2.4.6 报警界面
发生报警时,在 LCD的最下面一行闪烁显示“报警”。报警画面,可显示出报警号和报警内容。关于报警号的意义请参照附录。报警界面如下 :
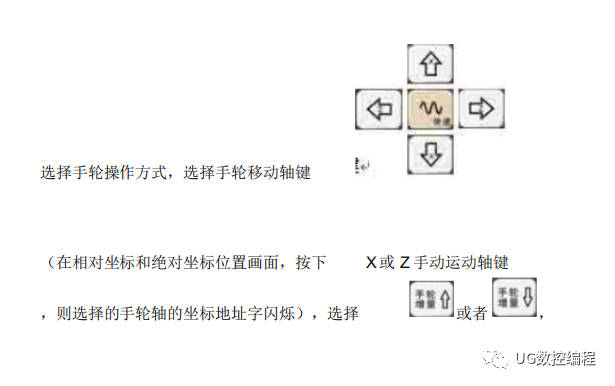
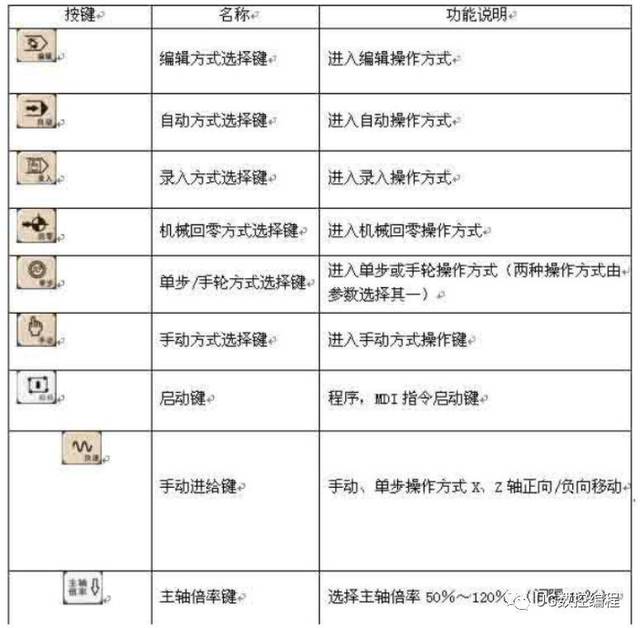
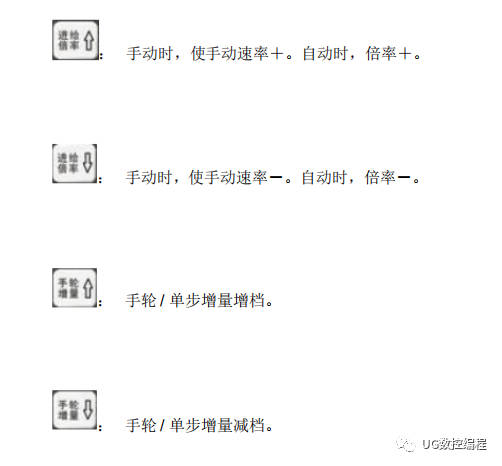
增量选择有 3 档:0.001 ,0.01 ,0.1 毫米(在绝对或相对位置页面的左下角可显示出来),正向或反向转动手轮。
注 1 :单步方式与手轮方式选 择键是同一个键,由参数 P004 HPG 设置选择。
注 2:手摇脉冲发生器的速度要低于 5 转/ 秒。如果超过此速度,即使手摇脉冲发生器回转结束了, 但不能立即停止,会出现刻度和移动量不 符。
注 3 :参数 P001 SINC 设置为 1 可屏蔽 0.1 档。

注 2:主轴倍率增量的增加或减少只在选择主 轴模拟机能时有效。
增加:按一次主轴倍率增加键,主轴倍率从当 前倍率以下面的顺序增加一档
50%→60%→ 70%→80%→90%→100%→110%→ 120%
减少:按一次减少键,主轴倍率从当前倍率以 下面的顺序减少一档
120%→110%→100%→90%→80%→70%→60%→50%
对于使用变频电机控制主轴的机床, 用地址 S 和其后面的 4 位数值, 直接指令主轴的转数 (转 /分)。
对于使用多速主轴电机的机床,用地址 S+两位数控制主轴挡位( S00~S04)。
注 3:不论是变频电机控制主 轴的机床,还是使用多速主轴电 机的机床,在机床断电后重新启动 ,都必须在录入方式下键入主轴 的转数( S××××)或挡位信号( S××),按下启动按钮。然后在手动 / 单 步方式下,启动主轴才能转动。不想从事底层工作,想摆脱现状,想学习UG编程,可以找点冠教育的老师学习CNC数控技术。
注 4:在换刀过程 中,换刀键无效,按复位键( RESET)或 急停可关闭刀架正 / 反转输出,并停止换刀过程。在手动方式起动后,改变方式时, 输出保持不变。但自动方式执 行相应的 M代码关 闭对应的输出。同样,在自动方式执行相应的 M代码输出后,也可 在手动方式下按相应的键关闭相 应的输出。急停时,关闭主轴,冷却,换刀输出。
注 5:刚开机后,在手动方式下,按下主轴的正转、反转或是主轴 的点动键,主轴一般不会转动的。可在录入方式下,执行一个速度值 ,采用变频电机的,可直接输入一个速度值,如执行 S500;采用有机变速的可输入主轴某一档的 速度,如 S01。执行后再回到手动方式下,即可启动主轴。
相关资源:医院床位安排系统_医院床位如何批量编辑-Java代码类资源-CSDN文库
来源:Oliverzzzhang
声明:本站部分文章及图片转载于互联网,内容版权归原作者所有,如本站任何资料有侵权请您尽早请联系jinwei@zod.com.cn进行处理,非常感谢!