执行摘要
本研究连续检查了 PP+GF30 和三元乙丙橡胶 (EPDM) 的填充分析。使用这种多次注射成型特别困难。玻璃纤维必须沿流动方向定向,影响零件变形。如果变形件在插入另一个隔间时无法准确装配,则无法进行 EPDM 填充。另一个问题是无法以完全平衡的方式将精细分层的 EPDM 填充到 PP+GF30 上。在 moldex3d 中已对汽油箱外壳模具进行了多次分析。结果有助于预测潜在问题并相应地节省适当修改的时间。
挑战
PP+GF30填充后变形不良
EPDM 填充通道的正确浇口位置和横截面
足量的EPDM填充量,以补偿热流道的数量和间隔
解决方案
Moldex3D 可以帮助获得正确的设计修改,从而在第一次填充 (PP+GF30) 中产生较小的翘曲,并在第二次填充 (EPDM) 中获得良好的填充行为而不会出现短射;它的高网格级别选项还可以在模拟和实验之间产生更接近的结果(几乎 100% 准确)。
好处
产品质量改进:
减少 PP+GF30 填充物的总位移
实现无短射 EPDM 填充
在翘曲和填充行为的模拟和实验结果之间获得接近 100% 的准确度
节省完成设计修改所需的时间以及生产周期时间和开发成本
案例分析
其目的是解决PP+GF30和EPDM的多色注塑成型问题,其中第一次填充(PP+GF30)产生的翘曲应尽量减少到一定程度,以避免零件插入时出现任何不匹配。另一个用于二次灌装的隔间和二次灌装(EPDM)的型腔应设计合理,以确保灌装完全。
在这种情况下,在开始第一次填充的模具设计之前首先使用 Moldex3D,以便初步获得正确的设计和可接受的零件变形。然后,在进行第一次模具设计的同时,进行了第二次填充的分析。最后,通过仿真分析克服了短射问题后,二次充填的模具设计参考了修改后的模具设计。Moldex3D 检测到这个案例的两个关键问题:第一次填充的翘曲问题和第二次填充的不完全填充问题。第一次填充的空腔的设计修改包括在某些区域添加肋条以支持零件刚度,并去除某些特定区域以促进更均匀的壁厚。(图1)由于增加了支撑肋,减少了第一次填充的翘曲。(图2)
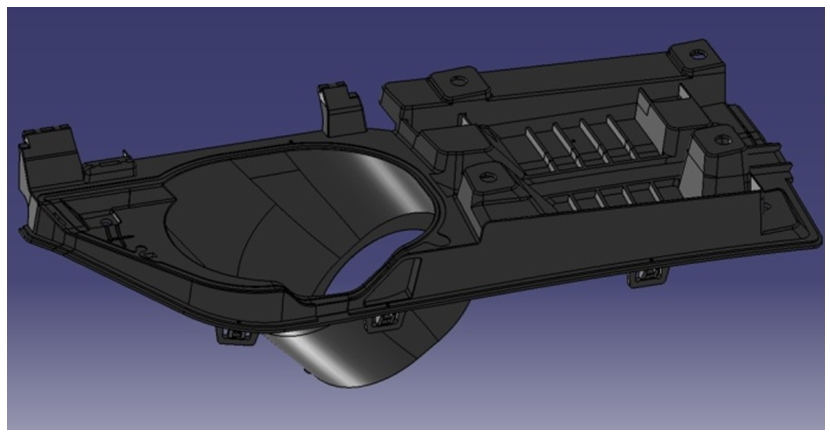
图1 与第一次填充型腔的原始设计(左)相比,
最终设计(右)的肋条更多,部分断面已抽芯
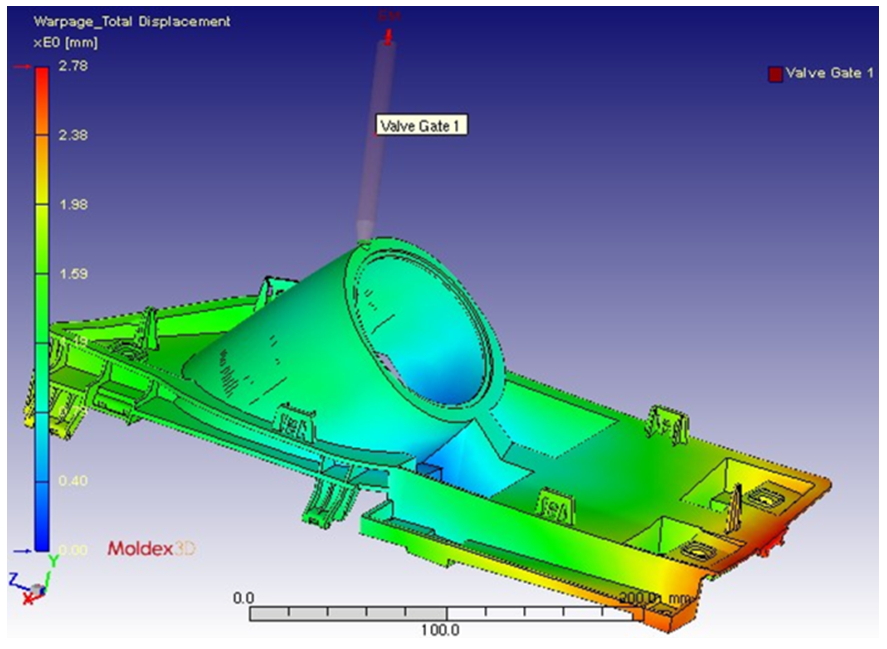
图 2 无支撑肋的原始设计(左)比有支撑肋的改进设计(右)(最大:2.47 mm)产生更大的翘曲总位移(最大:2.78 mm)
第二次填充空腔的设计修改包括几何形状(图 3)和厚度(图 4)。由于这些变化,EPDM 填充行为得到了改进,因此可以在没有任何短射的情况下完成填充。(图 5)
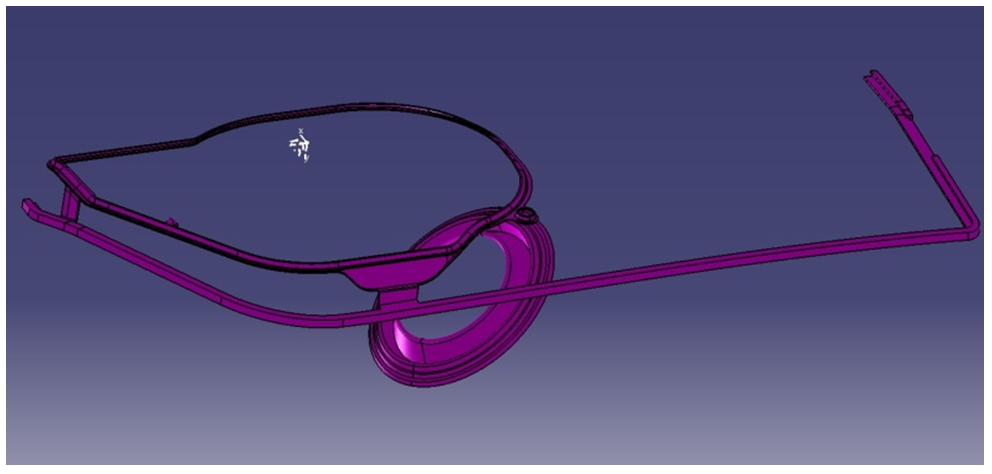
图 3 第二次填充腔的原始设计(左)的几何形状
已针对其最终设计(右)进行了修改
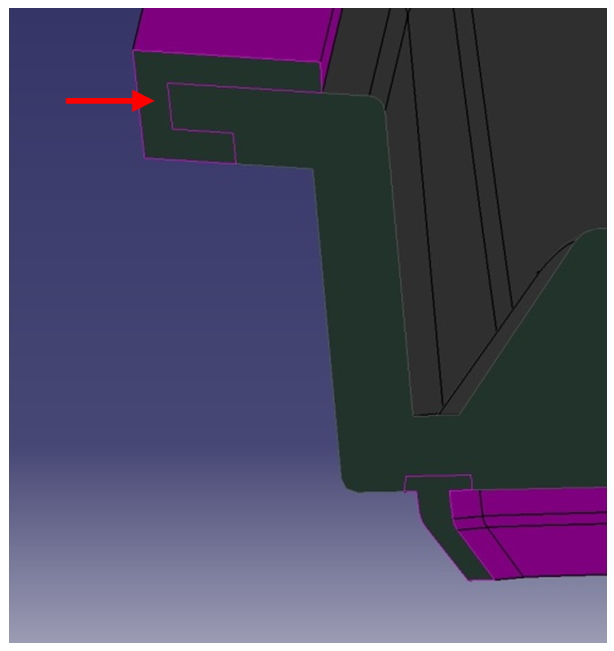
图 4
与原始设计(左)相比,最终设计(右)中 EPDM 通道的厚度有所增加
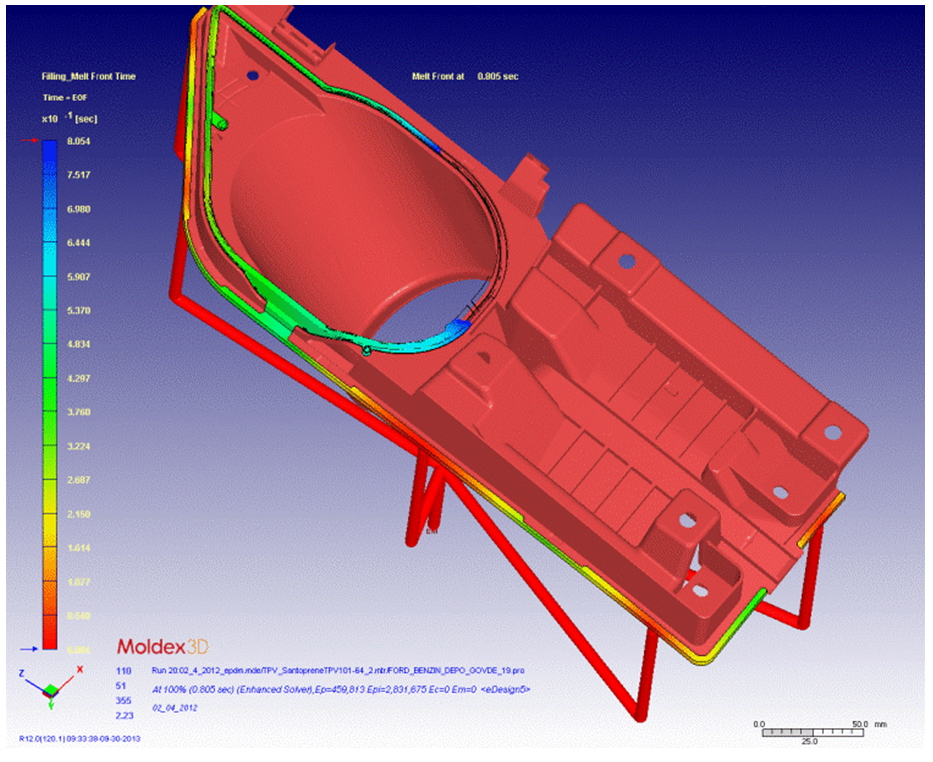
图 5 原设计(左)的短射问题已在最终设计(右)中得到解决
通过将填充结果与可以观察到改进的原始设计结果进行比较,验证了设计修订;翘曲已最小化,短射已解决。此外,还将仿真结果与实验结果进行了比较,仿真结果与实验结果吻合良好;当模拟分析的网格级别从 3 更改为 5 时,相似性几乎 100% 准确。其中一个示例是 EPDM 填充的以下短射问题(图 6 和图 7):
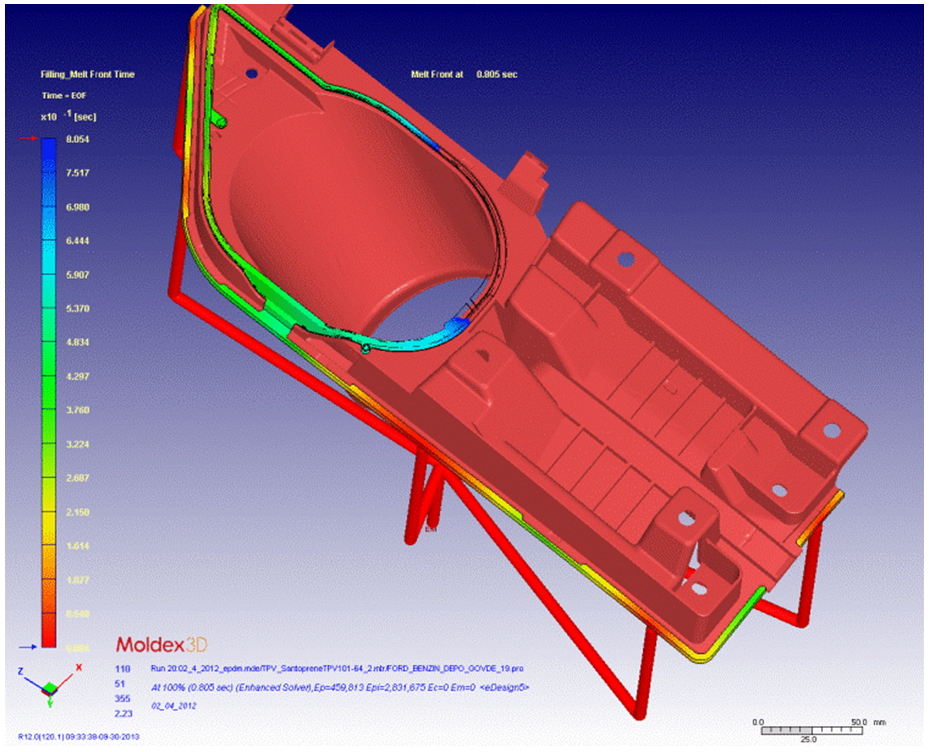
图 6 仿真中原始设计的短射位置(左)
与实验中的短射位置(右)相似
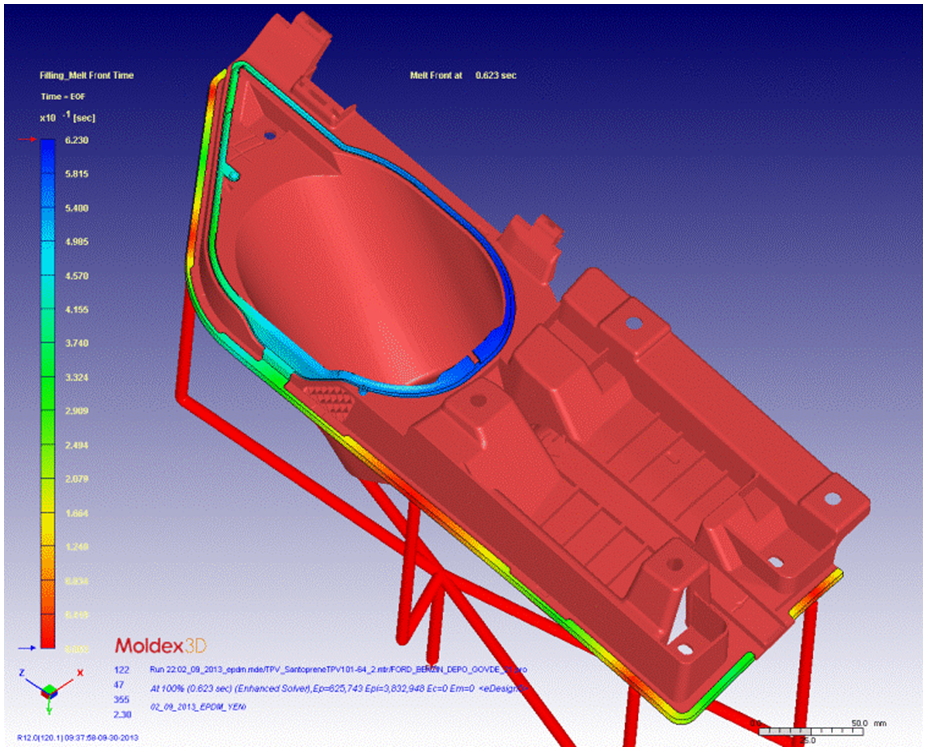
图 7 仿真(左)和实验(右)均导致最终设计中的无短路填充
结果
通过 Moldex3D 分析,可以很好地了解第一次填充 (PP+GF30) 的翘曲和第二次填充 (EPDM) 的填充行为。通过为仿真模型提供 5 的网格级别,与实验结果相比,仿真结果可以接近 100% 准确。这些好处可以帮助在实际生产之前预测潜在的制造困难,因此可以事先进行任何必要的修改,从而为设计改进和开发节省了大量时间。因此,FARPLAS AS 可以成功解决这种多色注塑成型中的关键制造问题。
来源:科盛科技股份有限公司
声明:本站部分文章及图片转载于互联网,内容版权归原作者所有,如本站任何资料有侵权请您尽早请联系jinwei@zod.com.cn进行处理,非常感谢!